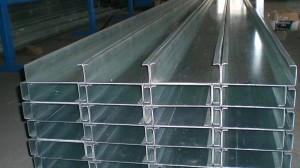
Стоманата с H-профил е вид икономична секция и високоефективна секция с по-оптимизирано разпределение на площта на напречното сечение и по-разумно съотношение якост към тегло.Наименува се, защото сечението му е същото като английската буква "H".Тъй като различните части на H-образната стомана са подредени под прав ъгъл, H-образната стомана има предимствата на силна устойчивост на огъване, проста конструкция, спестяване на разходи и леко тегло на конструкцията във всички посоки.
Стоманата H се използва главно за елементи на греди и колони в промишлени и граждански конструкции, стоманени конструкции, носещи опори за промишлени конструкции, стоманени пилоти и носещи конструкции за подземни проекти, компоненти на стоманени мостове с голям обхват за конструкции на промишлено оборудване като нефтохимикали и електроенергия.Кораби, рамкови конструкции за производство на машини, влакове, автомобили, трактори и опори за влекачи, пристанищни конвейерни ленти, високоскоростни прегради.
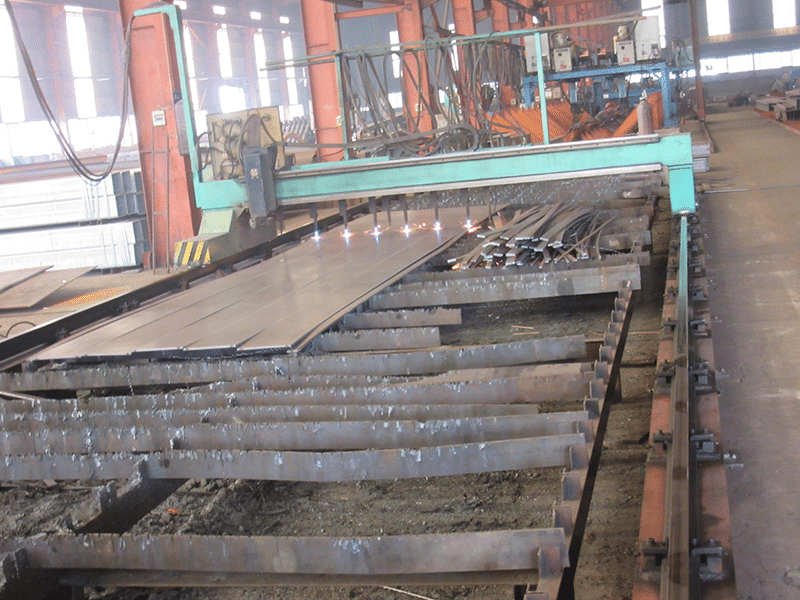
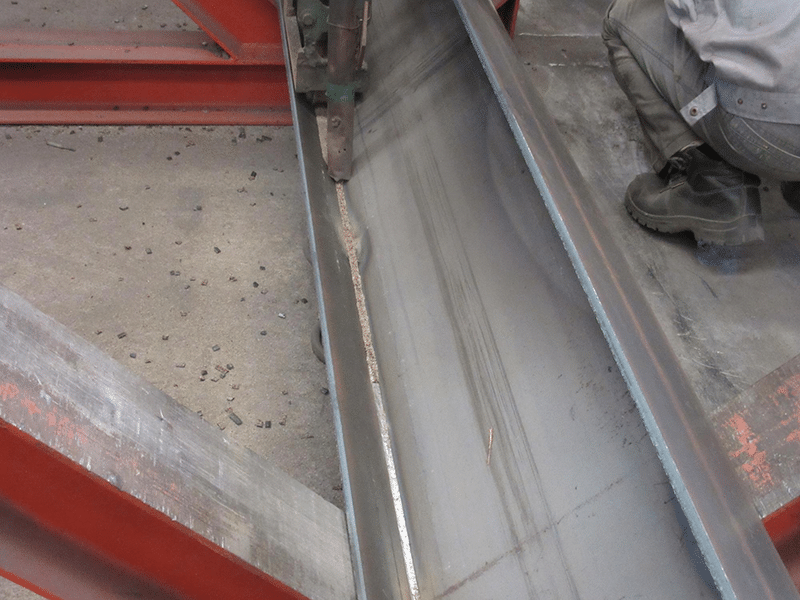
Стъпка 1 Заготовка
Проверка на спецификациите, качеството и външния вид на суровината, след това рязане на стоманена плоча в размери, изисквани от машина за рязане с цифрово управление.

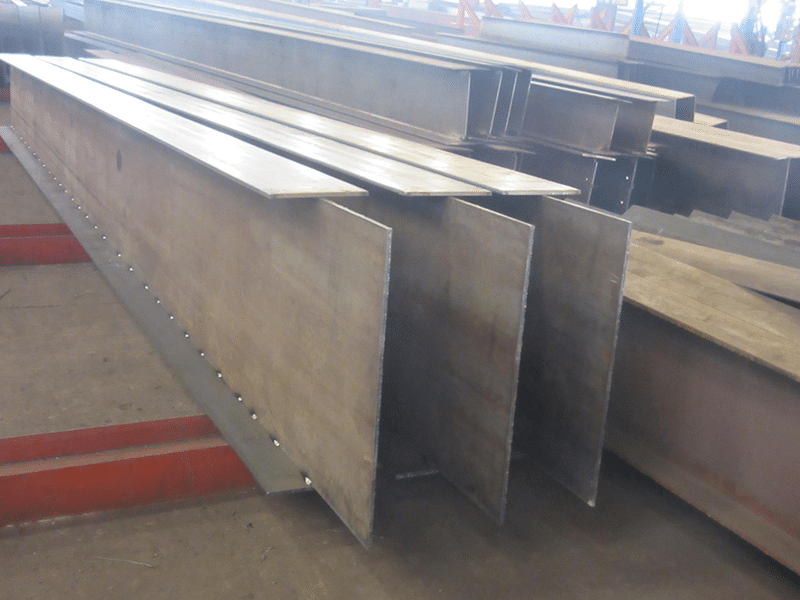
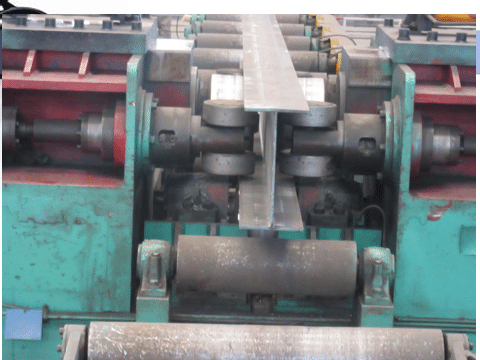
Стъпка 2 Формиране
Фиксиране на фланцовите плочи и лентата. Разстоянието между фланцовата плоча и лентата не трябва да надвишава1,0 мм.
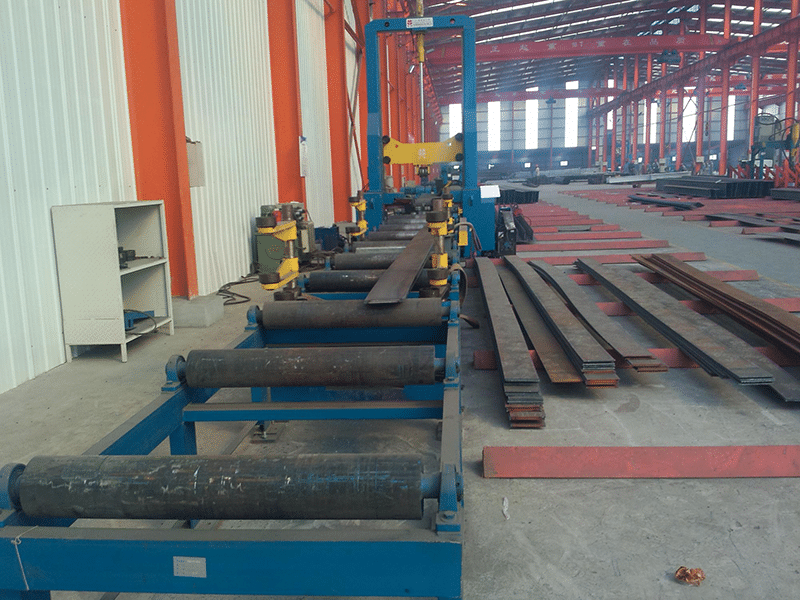
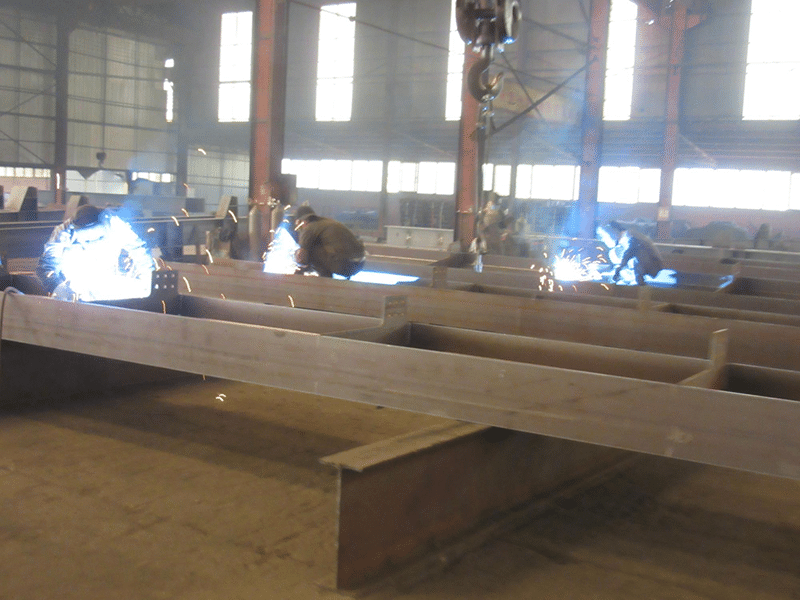
Стъпка 3 Sybmerged Arc Welding
Заваряване на фланцовите плочи и ламелата.Повърхността на заваръчния шев трябва да е гладка, без дупки и шлаки.
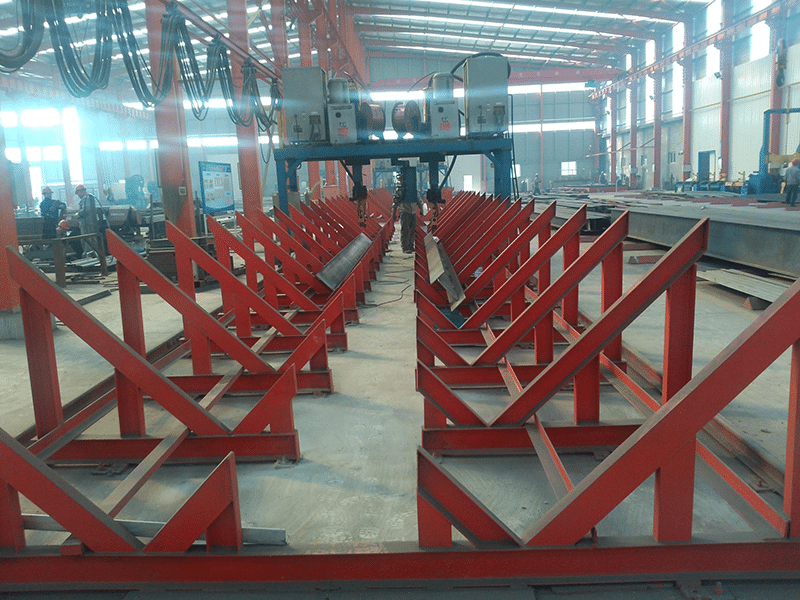
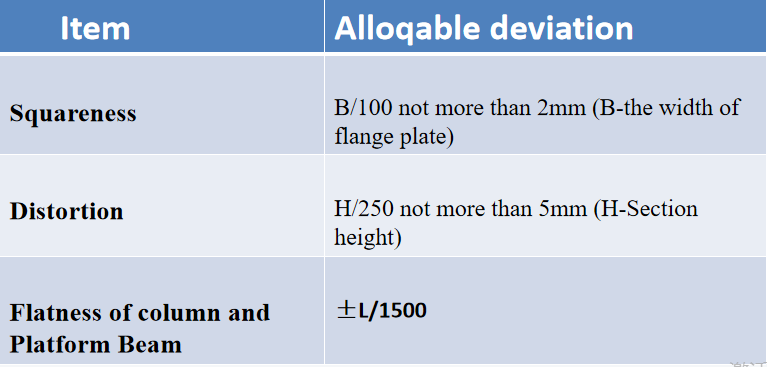
Стъпка 4 Коригиране
Ще има по-голяма заваръчна деформация след заваряване на фланцовите плочи и лентата заедно, както и отклонение на перпендикулярността.Поради това е необходимо да се коригира заварената H-стомана чрез изправяне.
Стъпка 5 Пробиване
След пробиване неравностите трябва да се почистят, без да се повреди основния метал.Ако отклонението на разстоянието на отвора е извън определения обхват, качеството на електрода трябва да бъде същото като основния метал.Пробийте отново след полиране.

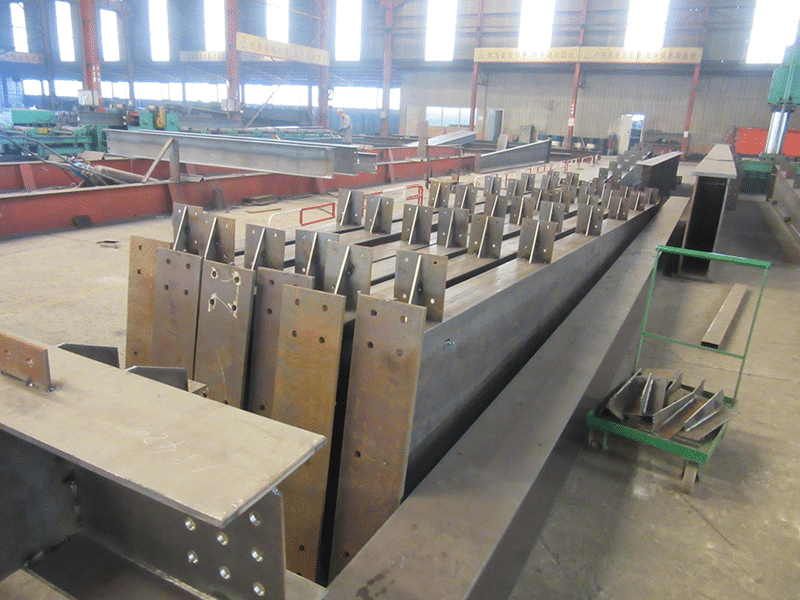
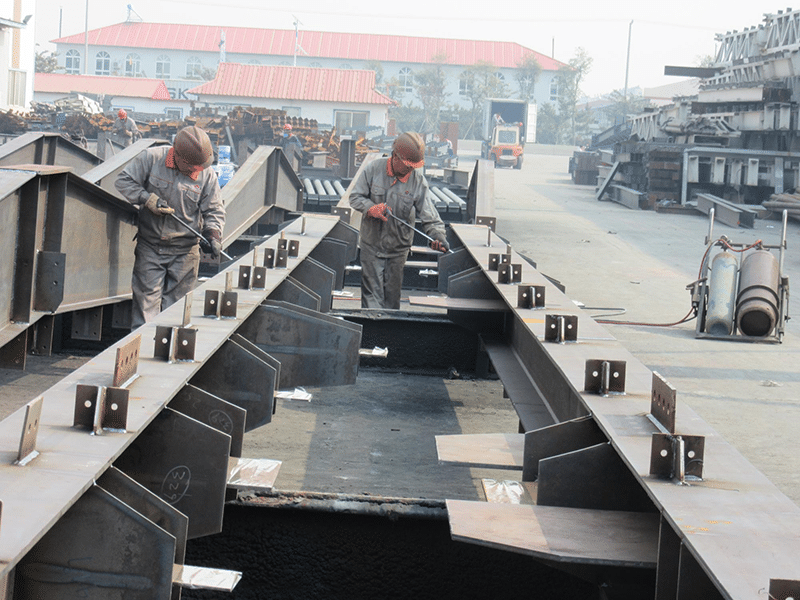
Стъпка 6 Сглобяване
Следвайте стриктно чертежа за сглобяване и вземете предвид свиването преди заваряване според характеристиките на стоманените компоненти.След това продължете обработката след потвърждение без грешка.
Стъпка 8 Двуструйна обработка
Чрез бластиране ще се постигне грапавост на повърхността, което може да увеличи адхезията на бояджийския филм и да подобри качеството на повърхността на боята и консервиращия ефект.






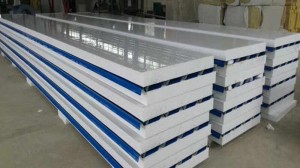
Подробности за опаковката
Повърхността на всеки сандвич панел е покрита с пластмасово фолио.
Или както се изисква
Обикновено е 40' HQ контейнер за доставка. Ако имате специфични изисквания, 40GP и 20GP контейнери са добре.
Порт
Пристанище Кингдао, Китай.
Или други портове според изискванията.
Време за доставка
30-45 дни след получаване на депозит или акредитив.Моля, обсъдете с нас, за да го решим.